
|
目前冲压模具上很多位置由氮气缸提供压料力。当氮气缸出现氮气泄漏、压力不足时,会使零件成型质量变差。例如车身侧围模具拉延模门洞内压料位置,如果气压不足,将导致严重起皱,甚至损坏模具型面。 对氮气弹簧压力的监控,当前绝大部分采用外接气表,不定期巡视的方式,不能及时发现缺气故障,甚至带故障上线将产生全序废品,造成冲压线停台。 所以系统设计采用传感器-无线信号传输-PC 端/压机的方式,实现实时在线监控及故障自动停台,实现预防性维修、降低废品率。系统硬件组成如下: |
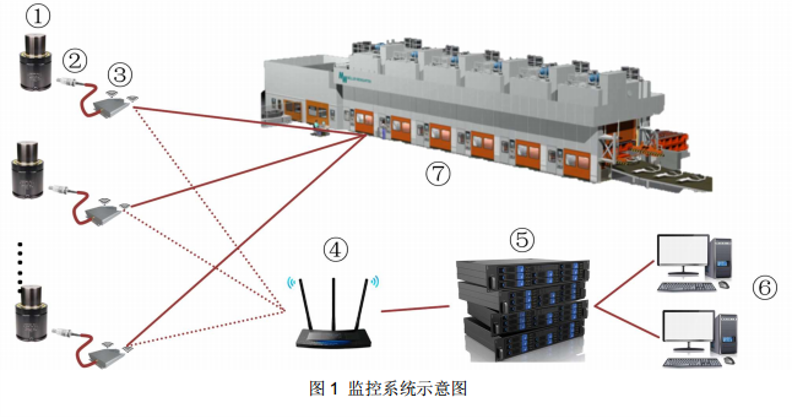 系统硬件组成 |
|
服务器通过车间局域网,能够采集到安装在车间的无线网关工作范围内、所有监测点的压力信号。 中控室PC配置有用户终端,用于24小时监控所有监测点的压力信号和电池电量信息,同时通过画面上不同的图形或颜色信号、区分检测点的不同状态 操作人员还能通过用户终端实现以下操作:(包括但不限于) |
 软件功能架构 |
|
软件功能简介:
在中控室、通过WEB页面的用户终端,操作人员能高效便捷地管理冲压车间中与无线压力监控系统有关的设备,完成系统的日常维护工作。 软件采集到的信息和数据,会在用户终端上统一、直观地显示在画面中,令操作人员能够快速、高效地掌握无线压力系统的整体状态和每个节点的实际状态。尤其对于压力信息,根据不同的实际状态、画面中会显示不同的颜色。 系统一旦出现故障或报警状态,如压力不足、电池电量过低等,软件会根据既定设置、通过画面弹窗和发送电子邮件等方式,实时准确地实现报警操作。 软件可以根据操作人员的定位不同,设定和分配不同的软件操作权限。针对不同的权限,软件开放指定的显示页面和数据修改,使显示界面更加简洁、高效,减少误操作的隐患 |